耐火浇注料损坏的常见原因及解决措施
摘要:耐火浇注料目前主要使用在预热器、下料管、前后窑口、三次风管及冷却机等一些形状复杂难以砌砖的部位。分析了损坏的常见原因及处理措施。
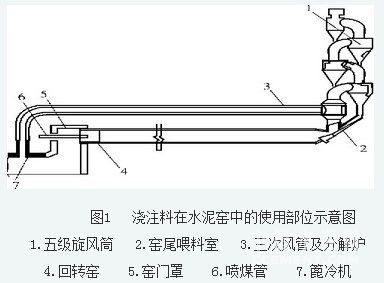
1、浇注料在水泥窑中的使用部位
耐火浇注料因生产成本低,施工方便,在水泥行业中得到广泛应用。目前主要使用在预热器、下料管、前后窑口、三次风管及冷却机等一些形状复杂难以砌砖的部位(如图1所示),正常使用寿命一般在一年以上。
2 使用中常见非正常损坏情况
篦式冷却机顶部浇注料非正常脱落,如在生产几小时后便脱落,进而出现钢板烧红烧透;回转窑窑口浇注料使用寿命短,如山东泰安一水泥厂不到三个月的时间就开始发生明显损坏,首先是端面出现脱落,主体出现轻微裂纹和少许脱落,随之在短期内出现较大的裂纹和明显成块脱落。这些都造成停窑检修,从而影响生产。
3、非正常损坏原因分析
3.1 锚固件脱落造成浇注料成片脱落
锚固件在浇注料使用过程中起到与容器壁紧密贴住、保持浇注体整体性和增加浇注料抗折的作用。在浇注料成片脱落的部位,通过检查发现,很多地方都是锚固件连根脱落,光溜溜的仅仅残留一些焊点印迹,很明显是由于扒钉在焊点处开焊才造成了浇注料成片的脱落。
3.2温度的反复剧烈变化造成浇注料很快损坏
浇注料的热震稳定性能较差,剧烈的温度变化很容易使之损坏。以回转窑的冷却带(特别是窑口处)为例,该处不仅要受熟料不断地磨蚀,而且还要不断地受二次风和窑内高温熟料的作用,每转一圈,窑衬材料有时埋在高温物料下,有时暴露在火焰下,造成衬料表面温度随窑的转动而发生同期性变化,温度差达200℃以上,影响深度15~20mm,按照窑速3.5r/min计算,这种周期性温度升降多次重复导致浇注料的表面层发生热疲劳;如果冷窑,这种温度变化更加剧烈。它们都是造成浇注料损坏的原因。检修剔除时可以发现,残存部分的浇注料表面20~50mm深度范围内多呈现剥落、掉块的现象,这主要是热疲劳造成的损坏。
3.3 施工原因
耐火浇注料都有一套严格的施工要求,必须按此要求操作,才能保证浇注料的良好物理性能。例如,某公司决定更换篦式冷却机高温区顶部浇注料,为了保证按预定计划点火投产,施工队采用整体浇注,没有按规定预留膨胀缝,同时为了便于施工,用水量比要求使用量明显偏大。更为严重的是施工一结束便立即点火升温,并如期投料。因温升较快,造成浇注料温度急剧升高,内部水分大量迅速蒸发,产生大的膨胀应力,从而使浇注料爆裂、剥落,引起大面积脱落事故。
上述操作过程显然违反了耐火浇注料的施工要求。一是没有控制好加水量,加水量对浇注料强度的影响非常大;二是没有预留膨胀缝(一般应每隔约1.5m留膨胀缝),必然在升温时产生很大的膨胀力。
3.4 窑的不正常操作
在点火或停窑以及窑皮脱落等其它生产不正常情况下,常常出现温度的急剧变化,使浇注料产生巨大的内应力,因热疲劳而损坏。在安装有空气炮的部位,因空气炮的频繁开停使该处的浇注料寿命降低。另外,回转窑在运转过程中因筒体变形过大而产生的巨大机械(剪切)应力,使窑衬受到周期性的受压和松压作用,造成耐火浇注料整体的深度损坏。
4 解决措施
4.1 正确选择锚固件材质和焊条材质、避免锚固件脱落
由于窑设备钢板、锚固件、焊条材质不相同,在使用受热时各个部位热膨胀量不一致,产生巨大的热应力,容易导致焊点开裂,从而造成锚固件与浇注料一起脱落。因此,选择锚固件和焊条时应注意一定要与窑设备的钢板材质一样,避免焊点因膨胀量不同而开裂。另外,尽量采用焊点多的单个锚固件或增加焊点长度,提高焊接牢固度。如可将“Y”形锚固件换为“L”形,甚至将“L”形交叉成“X”形焊接,还可增加锚固件在浇注料很薄时的固定能力,防止脱落。
[Page]
4.2 提高浇注料的热震性能或采用热震稳定性更好的浇注料
以刚玉为骨料的浇注料都具有很好的高温耐磨性能以及很好的抗液相侵蚀性能,但是刚玉质浇注料内部不存在显微裂纹和大的内部气孔,和其它骨料相比较其抗热震性能则相对较差。某企业采用刚玉—莫来石复合骨料的耐火浇注料后,浇注体的抗热震性能明显提高。
4.3 提高浇注料质量,提高热容量,降低温度波动变化量
浇注料的内部热应力是由于浇注体热量的巨大变化造成的,而影响浇注体热量Q变化,主要有三个方面:质量m、热容Cp以及温度差ΔT,它们的关系式Q=m·Cp·ΔT。提高质量和热容或者降低使用中的温差,都可以使相同传热条件下的浇注料热量变化梯度变缓,大幅度减弱热应力的破坏。浇注料部位的使用温度是由烧成制度决定的,在整个使用过程中不会有多大改变;同样,热容属于浇注料本身的性质,对于同一种浇注料其热容数值是相同的,而且性质相近的浇注料其热容数值也是相差不大的;所以,最为有效的方式就是通过提高浇注体质量来增加浇注体热焓总量,实现降低温度波动的目的。提高浇注体质量和加大体积也可以提高浇注料整体的机械强度,从而达到减少运转过程中某些浇注料因设备变形造成的机械应力破坏。如中联泰山水泥集团有限公司在2007年12月为一条5000t/d生产线回转窑窑口浇注料进行技术改造,大幅度增加了窑口轴向浇注长度,由原来的600mm加长到1000mm,使浇注料实际质量比原来增加了50%。经过改造,窑口浇注料使用寿命由原来的平均不足5个月有时甚至不足3个月,提高到1年以上。
4.4 提高施工质量
在浇注料施工前,必须对工作区域及周围环境围起来保持干净,以防不净的物质污染耐火材料,施工用工具和设备也应保持清洁。如采用较普遍的水硬性耐火浇注料,在满足其强度的加水量下,所对应的流动性较差,对施工产生一定影响。在此基础上的任意增加水量,均会降低浇注料的强度。因此有的操作人员为便于施工,就随意增加水量,导致浇注体性能下降。影响浇注料流动性的除了加水量外,还有搅拌时间。有人[1]曾对一定含水量耐火浇注料的流动性与搅拌时间的关系进行了统计,如图2。
从图2中可看出,浇注料的流动性必须在搅拌一定时间(约3分钟)以后才开始发挥作用,所以一定要按照耐火浇注料的施工说明来操作。这就要求厂方在施工前后,一定要对砌筑过程中每一个具体环节的工作程序进行验收。

图2 一定含水量耐火浇注料的流动性与搅拌时间的关系
此外,养护和烘烤也是影响浇注料使用性能的重要因素。养护是为了给浇注料中的结合剂一个凝固和硬化时间,获得足够的初期强度。养护期间控制的关键是浇注料的湿度(应保持湿润)、养护温度(应在15~35℃)和时间。烘烤是在浇注料硬化后,将其中剩余的水蒸发出去,在高温下促使烧结进程,进一步提高浇注体的物理性能。烘烤过程中主要控制的是升温速率,一般为每小时15~35℃。升温一旦开始,不能中断或停止升温过程,直到升温结束。否则,应非常小心的使炉衬冷却下来,而当重新升温时,必需按规定步骤进行。如某公司[2]临时决定更换篦冷机高温区顶部浇注料。为了保证按预定计划投料,施工队采用整体浇注,没有按规定预留膨胀缝;同时为了便于施工,用水量比要求使用量明显偏大。更为严重的是施工一结束便立即点火升温,并如期投料。因温升较快,造成浇注料温度急剧升高,内部水分大量迅速蒸发,产生大的膨胀力,从而使浇注料爆裂、剥落,引起大面积脱落事故。这就是典型的没有进行养护和烘烤,从而出现严重后果。
5 结束语
在实际生产过程中,耐火浇注料损坏的原因及采取的解决措施可能不只上述所提到的,并且它们往往是相互联系的,因此应该根据具体的情况具体分析并灵活处理,这样才能充分发挥耐火浇注料的独特性能,达到最佳的使用效果。
参考文献
王玉东.影响耐火浇注料使用效果的因素.[J].水泥,1997(10)
韩进有.篦冷机顶部高温区浇注料垮落事故分析.[J].水泥,2009(5)
编辑:王欣欣
监督:0571-85871667
投稿:news@ccement.com


