曲阜中联分解炉温度和一段篦下压力自控系统效果显著
摘要:为稳定熟料质量、降低能源消耗和减轻中控操作员的劳动强度,公司多次提出能否利用现有条件,实现分解炉温度的自动控制;实现一段篦冷机压力的自动控制,以稳定料层厚度提高二次风温。为此,公司结合Plant Scape R500 DCS系统,自行开发自动控制系统。
1 改前控制现状和改造基本思路
山东鲁城水泥有限公司1#、2#旋窑分解炉温度原是通过中控员来进行人工频繁调节的,即当温度低时,需要加大喂煤量;当温度高时,需要减小喂煤量。一二段篦冷机料层厚度是由中控员通过手动控制一、二室压力和篦速调节的,因此存在料层厚度难以稳定、二次风温波动幅度大等问题。此外,整个烧成系统相应温度、压力、电流等诸多方面也是全凭经验操控,因此系统热工制度波动大,常出现工艺设备故障,熟料质量不稳定、能耗高等问题。
为稳定熟料质量、降低能源消耗和减轻中控操作员的劳动强度,公司多次提出能否利用现有条件,实现分解炉温度的自动控制;实现一段篦冷机压力的自动控制,以稳定料层厚度提高二次风温。为此,公司于2012年7月与有关的高校进行了技术交流,了解到要实现这二方面的自动控制,其核心是PID控制。因此决定结合Plant Scape R500 DCS系统,开发我们鲁城公司自己的自动控制系统。
2 控制系统改造方案
2.1 分解炉炉温的自动调节系统
中控系统采用了Honney well公司的PlantScape R500 DCS系统。针对生产现状,为进一步提高稳态精度,缩短调节时间,研究采用基于控制组态软件Control Builder的PID复合模块,依据分解炉出口气体温度(FTTl8)的变化,通过PID控制程序对喂煤量进行相应调节,来实现炉温的自动调节。
(1)分解炉温度数据的预处理。因现场采集的炉温曲线有很多“毛刺”,不能真实反映分解炉的出口温度,“毛刺”的存在会使PID系统因微分作用而难以稳定,因此增加LEADLAG模块用平均值滤波法进行数据预处理,预处理后的数据曲线平滑。
(2)设置超温报警。当炉温低于设定值时,操作员站画面发出红色报警,提示中控员依据实际情况进行“切除自动”或“继续自动”的选择。
(3)限幅操作。为防止炉温自动控制失稳时对窑系统造成伤害,对OP输出值进行了限幅操作。
2.2 篦床压力的自动调节系统
篦床压力自动调节依据一段压力(GPT07)的变化,通过PID控制程序对篦冷机篦速进行相应的调节,以此稳定料层厚度。其他设置与分解炉温度自动控制系统类似。
3 自动控制系统效果及其分析
3.1 l#、2#线分解炉温度自动控制运行效果
2012年7月25日,13:50,1#线分解炉温度自动控制系统投入试运行,2012年8月初,2#线分解炉温度自动控制系统投入试运行。经过一系列的整定工作后均取得了较好的使用效果,具体如下:
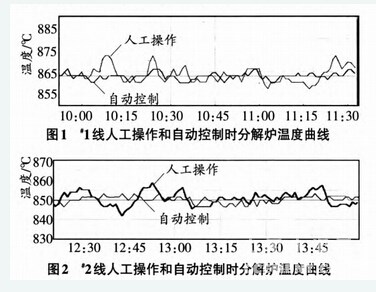
(1)分解炉温度曲线波幅基本控制在±4℃以内,其中1#线80%、2#线90%的时间稳定在±3℃以内,取得了较好的控制水平;
(2)PID OP输出曲线较平滑,响应快速、滞后较小;
(3)温度回调快且无振荡、无阶跃现象出现;
(4)系统稳态响应特性极佳,动态响应特性较好,抗干扰能力强;
(5)自动控制投运率均达到90%以上。使用效果对比见图l~2,显然,温度波幅1#线分解炉由改前±7℃下降至±3℃;。2线由改前±8℃下降至≤±3 ℃;且能长期稳定控制。
3.2 1#、2#线篦床压力自动控制系统运行效果
[Page]
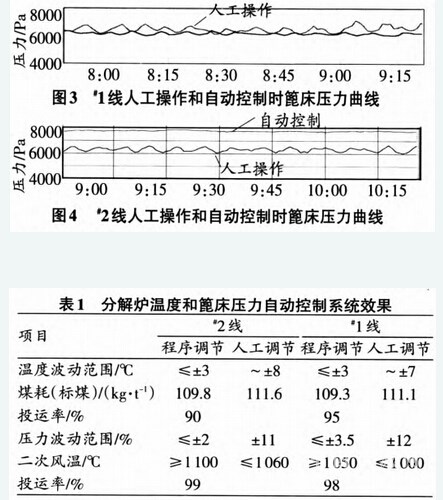
2012年8月41线和”2线的篦床压力自动控制系统均投入了试运行,并取得了较好效果(见图3~4):
(1)篦床压力曲线波幅基本控制在±3.5%。(1#线)和±2%(2#线)以内,且能长期稳定控制,达较好的控制水平;
(2)系统稳态响应特性极佳,动态响应特性较好,抗干扰能力强;
(3)稳定了料层厚度,提高了二次风温,改善了煤粉的燃烧,提高了烧成带温度,有利于节能、降煤;
(4)自动投运率近100%。显然,篦床压力曲线波幅。1线由改前±12%下降至±3.5%;2线由改前±l l%下降至≤±2%,且能长期稳定控制。
经过笔者公司技术人员的努力和配合,分解炉温度自动控制系统和篦床压力自动控制系统得以成功开发和应用,且系统运营稳定、效果良好,见表1。
4 结 语
实践证明,(1)笔者自主开发的分解炉温度控制系统可以实现比较好的温度控制精度,80%的时间温度波幅稳定在±3℃以内;由此又有利于降低煤耗,稳定了窑热工制度,提高了熟料质量。(2)笔者自主开发的篦床压力自动控制系统使篦床压力曲线波幅基本控制在±2%以内,稳定了料层厚度,提高了二次风温,改善了煤粉的燃烧,提高了烧成带温度。(3)这二个自控系统的投用,使二次风温约可提高50℃左右,煤耗(标煤)约可降低0.5 kg/t左右,有利于节能、降本和增效生产;而且降低了中控操作员的劳动强度,从而有效避免了人工误操作引起的工艺故障机率。
编辑:王欣欣
监督:0571-85871667
投稿:news@ccement.com



