辊压机联合粉磨系统的操作控制
摘要:该公司二线水泥粉磨系统采用TRP1400×1400辊压机联合粉磨系统。公司通过对该系统的优化操作及技术改造,系统运行稳定,生产P· O42.5水泥台时产量达到165 t/h以上,吨水泥电耗为36 kWh/t,充分发挥出了辊压机联合粉磨系统的节能降耗和提高系统产量的优势。
天津振兴水泥有限公司二线水泥粉磨系统采用TRP1400×1400辊压机联合粉磨系统。该系统于2004年5月建成,几年的生产实践证明该系统年运转率可达80%以上,月最高运转率达96%以上。本文仅就该系统的生产经验进行介绍。
1 工艺流程
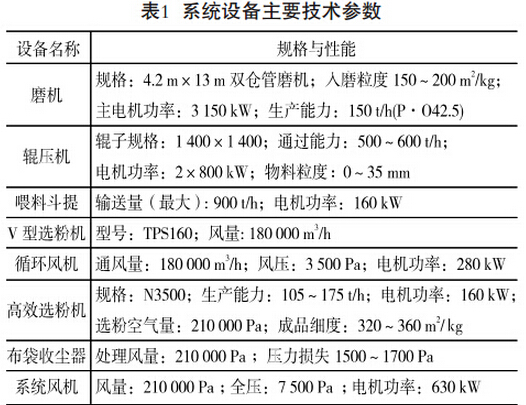
物料经皮带秤由混料皮带输送至喂料斗提,经1.4 m皮带进入稳料承重仓内,物料从小仓底部卸出以料柱形式进入辊压机,被辊压过的料饼经喂料斗提进入V型选粉机打散分选,经循环风机风选后(实际生产过程中根据磨机能力通过循环风机阀门来控制入磨物料量)的细颗粒被六筒旋风收尘器收集,粗料落入称重仓重新喂入辊压机循环辊压,使物料得到挤压破碎再与新物料一起入斗式提升机进入V型选粉机分选,细颗粒入磨,粗颗粒再次被挤压破碎,周而复始;出V型选粉机的细颗粒被六筒旋风收尘器收集,通过下料溜子入磨粉磨,物料通过出磨斗提进入O-sepa选粉机分选,成品经布袋收尘器收集入库,粗颗粒经回粉皮带入磨继续粉磨。表1是该系统设备的相关参数。
2 参数控制与运行调整
2.1 物料粒度的控制
辊压机对物料的粒度要求比较严格,粒度过大或过小都会影响系统的正常运转。如果物料细粉较多,则物料通过辊压机速度就快,形不成足够的料饼,物料受到的压力小,导致辊压后的物料成品率低,影响台产;物料粒度过大时容易造成辊压机产生振动或跳停,因此在正常生产过程中要注意保持熟料仓的料位,避免因物料离析形成的物料颗粒变化对生产产生影响。
2.2 研磨体级配的调整
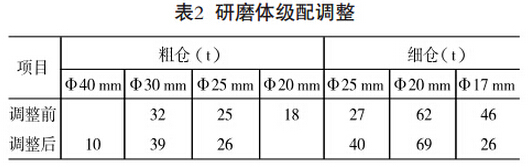
由于物料经辊压破碎后,入磨物料的粒度(比表面积)已经达到160~200 m2/kg,达到了不带辊压机的闭路粉磨系统的粉磨能力,因此磨内研磨体级配要进行合理优化。最初按设计给定的级配进行生产,出磨水泥细度在0.1%~0.2%之间(0.08 mm方孔筛),现场取样做循环负荷测定,过粉磨现象严重。2008年利用大修机会对级配重新进行调整(表2),调整后出磨水泥细度在0.7%~1.0%之间,磨机产量明显提高。
2.3 喂料装置对挤压效果的影响
2.3.1 稳流称重仓的控制
辊压机上方称重仓的作用是调整进称重仓的综合料流量,起稳流作用,从而实现对稳流称重仓的动态控制,避免因称重仓料位的波动而影响辊压机的正常运转,造成辊压后料饼质量的较大波动。合理地控制仓位能够保证辊压机处于过饱和喂料要求,且使物料颗粒级配更加合理。如果仓位过低,辊压机上方不能形成稳定的料柱,使称重仓失去靠物料重力强制喂料的功能,容易出现偏辊现象,从而引起辊压机的振动;另外,仓位过低,物料会直接冲击称重仓,容易造成扬尘现象,影响辊压机周边的环境。根据经验,我公司将称重仓料位在正常运转时控制在70%~80%,但在每次喂料前是先将称重仓灌满再开插板。喂料初期辊压机通过料量大,容易造成空仓现象,从而导致现场冒灰,也使称重仓失去了稳料的作用,对操作影响较大,对此我们在操作上要求在打开称重仓下插板前将喂料系统开启,将称重仓灌满后,再打开插板,同时给定喂料量,逐渐加大喂料量,让新喂的物料压住称重仓,从而保证称重仓料位的稳定。
2.3.2 辊压机斜插板的调整控制
辊压机斜插板位置不当,会造成辊压机入口内料柱压力过大或过小,对形成稳定料床有较大影响。位置过高,料柱压力大,入辊压机物料多,辊缝大,物料会冲过辊压机或形成过厚料饼,增大下道工序负荷,挤压效果变差,成品含量低;位置过低,料柱压力小,入辊压机物料少,难以形成稳定厚实的料床,产量降低,严重时还可能造成设备振动无法运行。我公司在调整插板位置处安装了一套刻度盘,使调整更具有指导性,通过反复调整观察,辊缝控制在25 mm~33 mm,效果良好。
2.3.3 辊压机侧挡板的调整
辊压机所固有的“边缘效应”使侧挡板的作用至关重要。在生产过程中,如果调整定位不当,会造成辊压机循环量加大,辊压机喂料斗提负荷增加。我单位在辊压机拆检后,未能按照要求恢复,使侧挡板与辊子端面的间隙达到了30 mm左右,喂料斗提电流偏高,从而影响磨机产量,严重时造成斗提减速机损坏。为了解决斗提电流高这一问题,我们利用定检机会对辊压机进行了检查,发现侧挡板的确存在问题,随后将其与辊子端面的间隙调整为5 mm,其余项目检查未发现异常。定检完毕后开车,喂料斗提电流由原先300 A降至220 A左右 (同等喂料量),磨机台产明显提高 (从150 t/h提高至175 t/h)。
在正常生产时和定检过程中,要加强对侧挡板的压紧螺栓进行检查紧固,并密切观察侧挡板的磨损情况。
2.4 辊压机压力控制
辊压机的挤压力是辊压机安全稳定运行的重要参数,压力值的大小决定了物料的挤压效果,直接影响通过辊压后料饼中成品的含量,其关系到粉磨系统的产量。压力小则颗粒间空隙大,达不到物料破碎所需要的压力,也形不成致密料饼,影响料床粉碎能力。辊压机液压系统加压的压力值与辊缝密切相关,当辊缝大于正常设定值,液压系统自动加压,将辊缝恢复为正常值;当辊缝达到最大设定值时,液压系统自动卸压以保护辊压机辊面。在正常生产中我公司将辊压机工作压力值设定为10~10.5 MPa,辊压机运行电流为65~75 A。在辊面磨损严重时将辊压机工作压力值设定为10.5~11.0 MPa,辊压机运行电流为45~65 A。在辊面磨损较大的情况下,我们将辊压机两辊间的防撞块进行更换,减小由于辊面磨损造成的原始辊缝变大的问题。通过以上的措施,能够较好地保证辊压机的挤压能力。
[Page]
3 系统技术改造
3.1 V型选粉机的技术改造
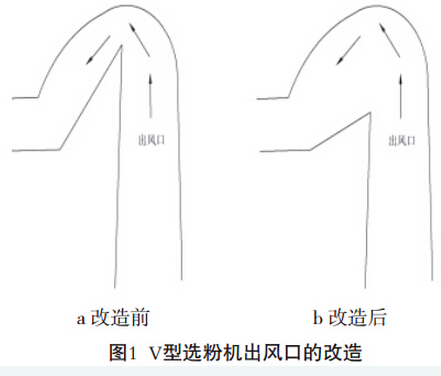
(1)V型选粉机出风口弯度过大,导致阻力大而影响通风效果,同时造成旋风收尘器风道内积灰严重(如图1-a所示),针对这种情况,我们将出风口管道下部进行改造(如图1-b所示),割除后重新制作风道壳体,降低弧度,进行平缓过渡,这样既降低了系统阻力,也缓解了风道内的积灰问题。
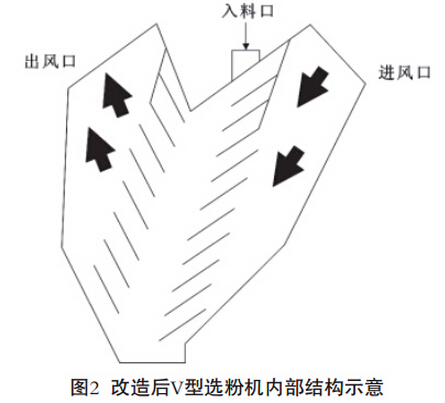
(2)考虑到物料落到V型选粉机中的阶梯式导料板上,由上而下的分散效果逐步提高,于是我们将V型选粉机进风口处上部的3块导流板间隙和出风口处上部的2块导流板封死(如图2所示),这样既提高了局部风速,又避免了风的短路,强制性地使风从物料分散较好的下部通过,提高了选粉效率。在满足磨机粉磨能力的前提下,未改造前循环风机电流为27~30 A左右,循环风机阀门开度80%~100%,循环风机的吨水泥电耗2008年平均为1.492 kWh/t、2009年1月~7月平均为1.4815 kWh/t;改造后循环风机电流为20~23 A左右,阀门开度40%~55%,循环风机的吨水泥电耗2009年8月~12月平均为1.351 kWh/t,10年平均为1.179 kWh/t。同时循环风机的阀门调节范围得到提高,为磨机提产提供了条件,并且循环风机磨损情况也明显降低。
3.2 O-sepa选粉机的技术改造
3.2.1 存在的问题
选粉机选粉效率低、循环负荷高,选粉机内部风道内积灰严重。
原因分析:造成选粉机选粉效率低的主要原因是入选粉机的一、二次风量不足,造成单位体积气体含尘量过高,有效的风量不能带动过多的水泥颗粒,在转子与导流叶片的分级区内不能形成稳定气流,所以在一次风管道内积灰严重;风道内积灰后通风面积减小,使得单位体积含尘量进一步加大,造成导向叶片间隙积灰,从而使选粉机的选粉效果大幅度降低。
3.2.2 措施
在O-sepa选粉机的一次风进风阀门北侧开了一个1800 mm×300 mm的补风口,并且将一次风阀阀芯拆除,用以补充选粉机通风量,提高选粉效率,这样既可给选粉机补充风量又可适当减小磨内风量,降低物料流速,并对中控室操作方法进行对应调整。
3.2.3 效果
通过停磨检查,选粉机风道内的积灰问题得到了彻底解决,选粉效率由原先35%提高到45%以上,效果比较明显。
3.3 混料皮带下料溜子结皮堵料的技术改造
原因:由于使用脱硫石膏及矿渣,水分较大,尤其雨季含水量更大,流动性差,粘结在溜子底部
及侧壁,长时间不清理就凝结成硬块,堵塞溜子,影响正常喂料。
处理措施:(1)安装两台空气炮,利用程序自动控制对溜子内壁进行定时清理;⑵在溜子底部
安装一套振动装置,利用程序控制设定时间定期进行振动清理。
效果:通过改造,基本能够较好地解决溜子下料的问题,保证了系统的正常喂料。
4 结束语
笔者公司通过对该系统的优化操作及技术改造,系统运行稳定,生产P· O42.5水泥台时产量达到165 t/h以上,吨水泥电耗为36 kWh/t,充分发挥出了辊压机联合粉磨系统的节能降耗和提高系统产量的优势。
编辑:王欣欣
监督:0571-85871667
投稿:news@ccement.com



