Φ3m×9m生料磨系统的技术改造
1 存在问题
笔者公司某厂2003年扩能改造,将700 t/d预热器窑改为1500 t/d预分解窑,配套生料磨为Φ3m×9m烘干尾卸磨两台,平均台时50t;1000 t/d新型预分解窑配套Φ3.5m×10m中卸磨,平均台时90 t。
窑扩能改造完成后,因配套生料磨系统改造滞后,为保证正常生产,公司对生料供料系统进行局部改造,形成三磨供两窑的生产局面。而两台窑正常生产时,要求生料磨相对于窑运转率保持在95%以上,生产非常被动,难以保证设备检修时间,设备一旦突发故障,大窑必须减产运行或停窑。生料制备工序成为公司正常生产的“瓶颈”。为扭转生产中的被动局面,公司决定对Φ3m×9m生料磨系统进行技术改造,以保证窑改造达标后生料的正常供给。
2 技改内容
为节省资金,在现有设备的基础上,公司于2004~2006年对Φ3 m×9 m生料磨系统进行了局部改造。
2.1 磨机改造
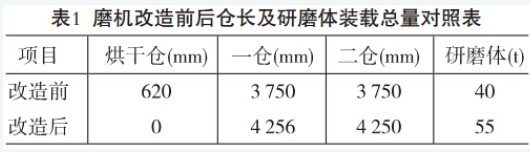
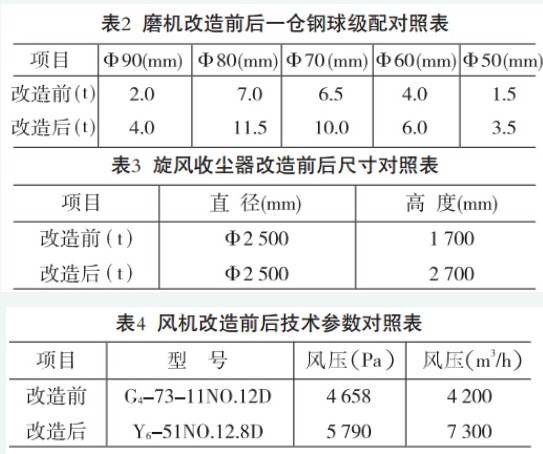
磨机原有烘干仓、一仓及二仓共三个仓位,改造时取消烘干仓,拆除烘干仓内扬料板、烘干仓与一仓隔仓板后,增加两排非标阶梯衬板,调整一、二隔仓板位置,并对一仓研磨体重新级配。研磨体装载量由改造前的40 t增加到55 t。改造前后磨机仓长变化见表1,一仓研磨体级配变化见表2。
2.2 收尘系统改造
磨尾收尘采用二级收尘系统,一级采用2-Φ2500旋风收尘器,配套回灰设备为二台GX300螺旋收尘器,二级收尘采用电收尘器,与窑尾电收尘器对接。改造时将原旋风收尘器直筒部分高度增加1mm,从而延长了含尘气体通过收尘器的时间,收尘系统压力损失较小,处理量增大,增加了细粉的收集能力,进一步提高了磨机粉磨效率。旋风收尘器改造前后规格变化见表3。
2.3 排风机改造
磨尾排风机由原G4-73NO.12D改为Y6-51NO.12.8D,风量、全压分别增加13.71%、20%,增强了磨内通风能力,提高了磨机的粉磨效率。风机改造前后参数变化见表4。
[Page]
2.4 螺旋输送机改造
将旋风收尘器回灰GX300×4500、GX300×12000螺旋输送机改为一台B400×11550直角空气斜槽。改造后,输送能力增大,不仅满足了细粉回收的需要,同时设备故障率大大减少,提高了设备运转率,同时,设备传动功率降低3kW,仅此一项,年节电4万度以上。改造前后回灰运输设备对比见表5。

2.5 主电机增装进相机
进相机通常可降低电机定子电流10%~20%,节约线损铜损20%~30%,电机温升显著降低,过载能力及效率大大提高。安装进相机之前磨机主电机电流为100A,之后电流下降到80A,在确保主电机安全运行的前提下,可继续调整磨机研磨体装载量,提高磨机产量。
2.6 其他措施
(1)对磨机系统热风管道、收尘管道重新进行密封堵漏,以减少冷风的掺入,提高入磨热风温度,缩短磨内生料的烘干时间,加强磨内通风,有利于物料在磨内冲击破碎及研磨,避免出现“糊球”、“饱磨”,进一步提高粉磨效率。
(2)入磨粒度取决于磨机类型和规格,管磨机、球磨机一般为25mm~30mm,公司进一步强化矿山破碎设备检修制度,严格控制进厂石灰粒度≤25 mm。降低石灰石入磨粒度,用工作效率高的破碎设备代替效率低的球磨机的一部分工作,调整一仓研磨体级配,增加Φ70、Φ60、Φ50磨球装载量,减少Φ90、Φ80磨球装载量,可以提高粉磨系统的产量和降低电耗。
3 技改效果
磨机系统改造后,生料磨电耗降低5%,台时由50 t提高到64 t,提高了20%以上。二台Φ3m×9m生料磨不但满足1500t/d窑供料需要,而且每月生料库满停机时间累计达到50h,为正常的计划检修、设备维护提供了时间上的保证。生料制备工序制约正常生产的“瓶颈”得以根治,磨机系统改造后一年可节约相关成本约50万元。
编辑:王欣欣
监督:0571-85871667
投稿:news@ccement.com



