水泥工业除尘技术发展趋势
|
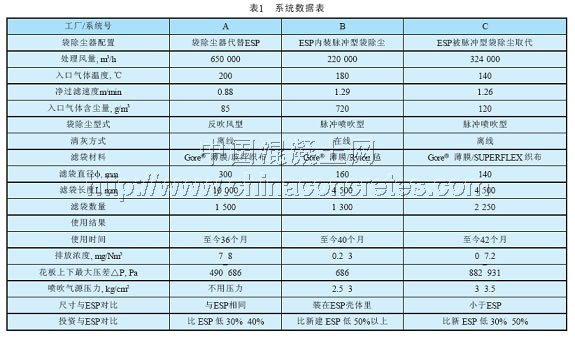
1 水泥工业除尘技术的发展 1.1 静电除尘器( ESP) 和袋式除尘器 自1906年静电除尘器(ESP) 第一次被应用于工业以来, 静电除尘器已发展成为一种公认的高效除尘装置, 其效率可达到99%甚至更高。而我国电除尘器的技术水平, 已经达到国际先进水平。在水泥行业, 我国已能生产配套10 000t/d水泥熟料生产线超大型电除尘器, 处理风量近200万m3/h。但是电除尘器在收尘机理上却存在着很大的缺陷, 直接制约了电除尘器的应用: ( 1) 电除尘器的收尘效率直接受粉尘比电阻制约, 若要获得高收尘效率, 能耗及初投资都将远高于袋收尘。 ( 2) 电除尘器对微细粒子处理能力有限。ESP对人体健康危害最大的0.1~2μm的尘粒的除尘效率较差。由于ESP的使用限制, 目前世界上高效除尘技术越来越倾向于使用袋式除尘。袋除尘器的主要特点是运行稳定, 适应性强, 其收尘效率很少受到处理风量变化, 可过滤亚微米级的粉尘颗粒; 气体和粉尘性质不同的影响。所以水泥厂的尘源点, 绝大部分采用袋除尘器, 当然这还有一些其他原因: 不受CO浓度影响———由于电除尘器内的放电,会造成一氧化碳爆炸。在除尘器内要安装防爆装置,当CO含量超过一定值时, 防爆装置就会自动切断电源, 使高浓度含尘气体直接排入大气。而袋除尘器则没有放电问题, 即使在高CO条件下亦能连续运行。 便于维修———由于袋除尘器具有很多室, 所以可关闭一个室并在隔离的情况下进行维修, 而对工艺过程影响很小。电除尘器一般不设计成独立的室。 不会因“停磨”而排放超标———通常全部窑废气在进入除尘器之前先通过生料磨, 当停磨时, 窑废气直接进入除尘器, 此时废气温度、粉尘特性和废气水分都会发生变化。这种变化常会造成电除尘器较高的粉尘排放, 直至工艺稳定为止。 不需设置喷水系统和消耗水———通常气体中的水分对袋除尘器并非关键, 而对电除尘器却极为重要, 为此, 袋除尘器不需要喷水系统的投资和操作成本。 在后期需要降低排放时有更多的选择———袋除尘器具有采用新开发滤袋的优点, 不需要改造除尘器的基本构造。 随着袋除尘器技术的进步, 特别是新型滤料的涌现, 使袋除尘器的应用范围更为广泛。目前, 生产中应用最广, 市场占有率最高的大型袋式除尘器是反吹风大布袋除尘器和脉冲喷吹除尘器。 1.2 深层过滤和表面过滤 袋式除尘器的除尘效率高也是和滤料分不开的,滤料性能和质量的好坏, 直接关系到袋式除尘器的好坏和使用寿命的长短。它的性能和质量也促进袋式除尘技术进步, 影响其应用范围和使用寿命。 国内目前的袋式除尘器相当大的一部分采用针刺毡材料等普通滤料, 属于“深层过滤”。最初接触滤料的粉尘将会滞留在滤料表面, 形成一层“初次滤饼”使滤料孔隙减少而提高过滤效率。“深层过滤”就是利用这层“初次滤饼”层以实现有效的粉尘过滤/捕集的过程。随着过滤的进行, 粉尘会顺气流压力不断渗入滤料, 导致运行阻力不断上升, 系统处理风量下降, 能耗增加, 并使滤袋工作寿命大大缩短。另外, 由于“初次粉饼”的存在, 在处理含湿量大的气体时, 滤料容易“板结”而过早失效。 由美国戈尔公司(W.L.Gore&AssociatesInc.) 于1975年首先发明和生产的Gore!薄膜滤料是迄今为止最完美的解决了过滤效率和清灰性能矛盾的一种滤料, 该滤料的过滤表面复合了一层用“膨体”专利技术制成的多微孔、极光滑的膨体聚四氟乙烯( ePTFE)薄膜。由于膨体聚四氟乙烯( ePTFE) 薄膜的纤维组织极为细密, 结果使含尘气体经过滤料后的粉尘排放量接近于零; 由于膨体聚四氟乙烯( ePTFE) 薄膜本身具有不粘灰、憎水和化学性能稳定等特点, 使薄膜滤料具有了极佳的清灰性能, 结果使过滤阻力始终能保持在很低的水平, 使处理气流量始终保持在较高的水平, 从而实现袋式除尘器的“表面过滤”。 表面过滤的性能特点: (1)运行阻力低, 处理气流量大。 使用Gore!薄膜滤料气流量通常可增加30%以上, 从而可大大提高系统的生产效率; 过滤可比普通滤料提高1~3倍, 从而可使除尘器体积减小, 除尘器初投资成本减少; 同时降低了系统的风机动力和压缩空气消耗, 减少系统的运行费用。 (2)清灰性能好 能达到世界上最严格的粉尘排放标准; 近于零的排放使空气再循环设备的成本大大降低, 并节省了大量能源。同时ePTFE薄膜提供了极佳的滤饼剥离性和清灰性能。 (3)滤袋的使用寿命长 由于清灰效果好、清灰周期长、清灰强度较低, 减轻了滤料的磨损, 使滤袋的使用寿命大大延长。 2 水泥生产工序中的除尘新趋势 2.1 回转窑窑尾除尘系统 近来的趋势是把老化的电除尘器( ESP) , 部分地或全部地改成袋式除尘器(脉冲型和/或反吹风型)。以前, 袋式除尘器不受欢迎是因为所用滤料不令人满意, 滤袋压降大, 造成“瓶颈”现象, 使系统的风量大大减少; 此外, 还有滤袋寿命短, 换袋费用大的问题, 所以很少被选用。 然而在使用Gore!表面过滤滤袋后, 尽管通过的气流很潮湿而且含尘量大, 但袋内外压差相当低, 只有490~1 176Pa, 而且滤袋寿命可达到4年以上。这样一来, 除尘器选择就倾向于袋式除尘器, 而不是ESP了。Gore!滤袋允许的过滤速度高, 因此除尘器体积可大大缩小, 造价比ESP还便宜30%~50%。 2.2 原料磨和煤磨收尘系统 在粉碎工序中, 作为预粉碎的辊碾机已成为主流设备。大多数工厂已把球磨机换成立磨, 用作原料粉磨及煤粉磨设备。过去, 煤磨和水泥磨系统, 常把袋式除尘器作为辅助设备, 如今则把袋除尘器作为系统主要收尘设备而使用(袋除尘器直接装在磨机和选粉机之后, 取消了旋风器, 所以粉尘浓度急剧增加)。 在煤磨收尘系统中, 静电排放时的火星会引发爆炸、大火、人员伤亡等, 并且造成高压差而导致清灰困难。如今使用Gore!表面过滤能够防止粉尘渗透防静电底布, 从而减少过滤表面一次粉饼的堆积。这样不仅可以达到高效过滤, 减少除尘器内粉尘数量, 而且可以提高生产能力, 降低爆炸的可能性。 2.3 水泥粉磨收尘系统 80年代初, 一些高效旋风选粉机(Cyclo- pol!及后来的O- Sepa!, Sepol!, Sepax!等), 受到广大用户青睐, 原因之一是它们可以灵活地适用于各种磨机, 而且效率不减。与此同时, 辊压机也开始应用。 水泥厂用高效选粉机将磨好的水泥冷却和分级, 就需要大型袋式除尘器做产品收集器。因此, 袋收尘成为生产工艺的整体组成部分, 而非辅助设备。这些袋除尘器用上Gore!薄膜滤袋, 进一步优化生产过程并使运行稳定; 滤袋可连续使用三年以上; 尽管入口粉尘浓度高达1000g/m3, 但袋压降△P仍低于1 470Pa。 另外水泥厂采用的辅助措施也给袋收尘器带来了一些问题: a.在水泥中掺入钢渣以提高质量。但磨碎钢渣时,由于渣的水分会给除尘器带来一些问题。 b.在水泥中填加飞灰和火山灰。这些物料的颗粒微细且形状不规则, 使除尘器增加了负荷。而在使用了GORE!薄膜滤袋后, 可以克服与此有关的高阻力和高排放问题。 3 案例介绍 下面我们介绍一些由电除尘器改为袋除尘器, 以及覆膜滤料替换普通滤料而获得成功的案例。案例一: 静电除尘器( ESP) 改为袋式除尘器我们总结了国内外三种不同改造法, 提供大量资料, 以便读者最终确定在改电除尘器( ESP) 时有所选择。( 以下用ESP代表电除尘器) (1)系统A: 该厂有一台老ESP, 想用反吹风型袋式除尘器取代它。因为允许停产时间短, 厂方选择了保持ESP在线运行, 在不停产的情况下, 在旁边新建一台袋式除尘器。最后, 该厂停产20天, 为袋除尘器接好管道后恢复生产。 (2)系统B: 该厂窑和原料磨共用的ESP建在离地21~25m的高处, 因地方不够, 要平行地再建一台ESP是不可能的, 唯一解决办法是在现有ESP壳体内安装脉冲型袋式除尘器。该厂为此停产3周半。 (3) 系统C: 该厂一台现有ESP建在离地15m的高处, 也和B系统一样, 地方不够用, 而且停产时间不允许超过3周。因此, 该厂决定在现有ESP后面建节省占地的脉冲型袋式除尘器。最后拆除ESP, 接好管道后恢复生产。上述3个系统的数据汇总于表1。 补充分析: (1)ESP的排风若能提供1470Pa以上的静压头( 即吸力) 时, 不一定更换排风机。例如系统A的情况, 就可以使用原有的风机, 然而系统B与C, 原风机静压头较低, 所以在改成袋式除尘器后, 必须换排风机。 (2)将ESP改成袋式除尘器, 在排放控制上有明显的改善。从表1列举各例的数据可见, 使用Gore!薄膜滤袋的袋式除尘器, 能达到小于10mg/Nm3的出口排放浓度。 (3)ESP对温度、入口含尘浓度、湿度和其它因素都很敏感。这些因素的变化对ESP的排放浓度有很大影响。但是, 使用Gore!薄膜滤袋的袋式除尘器, 实际上却不受这些天天都在变化的因素( 包括酸气浓度) 的影响。 (4)对于ESP, 若CO浓度超过规定值, 就必须停止工作以防可能发生的爆炸, 而袋除尘器就不必为CO浓度而操心。 案例二: 覆膜滤料替换普通滤料 * 应用场合 山西水泥厂窑尾烟气净化除尘系统 * 原有问题 山西水泥厂2 000t/d新型干法超短窑(!3.962m, 长度42.672m)与LM32.40莱歇磨(每小时产量160t)共用一台
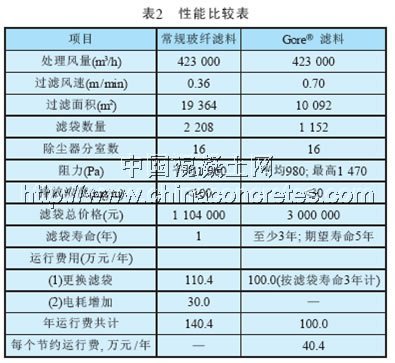
BFRS型反吹风袋除尘器。在正式投产的1年内, 虽然系统产量只有每小时50t, 但原设计选用的国产玻纤滤袋已经开始出现大量破损, 排放浓度严重超标。随着窑系统产量的提高及系统风量的增加, 在生料磨与窑同时运行的工况下, 除尘器的压差上升至1 800Pa; 而当磨停机窑单独运行时, 除尘器的压差很快达到极限报警值(2 750Pa),窑系统出现正压, 严重影响了窑的正常生产, 使用1年后滤袋全部破损, 除尘器已经失去其除尘的作用。 * 解决办法 由戈尔公司负责对除尘器进行了改造, 选用了具有“表面过滤”功能的Gore!薄膜滤袋。 * 使用结果 由于GORE!薄膜滤袋具有极佳的清灰和很好的透气性能, 在水泥回转窑除尘器维持原有的除尘能力不变的情况下, 换袋后该除尘器的滤袋过滤速度可由原设计的0.36提高到0.70m/min, 即滤袋数量可以减少50%左右。也就是说, 目前每一个分隔室内使用的138个普通滤袋可以减少, 现在只需安装72个Gore!薄膜滤袋即可满足要求。这样也就节省了改造所需的投入成本。另外, 由于Gore!薄膜滤袋的抗潮湿能力强、清灰性能优越, 清灰强度和清灰频率可大大减少。这不但有利于滤袋寿命的大大提高, 过滤作业时间的增加, 而且也增加了设备运行的可靠性, 使设备停机时间和设备维修费用减少, 并大大减少工人的劳动强度。选用不同滤料的技术经济性能比较见表2。案例三: 覆膜滤料替换普通滤料
* 应用场合: 北京水泥厂水泥粉磨除尘器 * 原有问题 在使用国产涤纶针刺毡滤袋时, 水泥磨除尘器的阻力过大, 除尘器系统阻力平均高达~2 700Pa, 由此不能发挥现代化水泥粉磨系统的高效性能, 降低了水泥生产能力, 该除尘器系统阻力的设计使用范围应为1 470~1 770Pa。而且滤袋寿命只能维持一年左右。 * 解决办法 将原来的国产普通滤料替换为美国戈尔公司生产的Gore!薄膜滤袋 * 使用结果 安装Gore!薄膜滤袋后的水泥吨平均耗电量较以前下降了约2.92kWh, 当年的电费节约: 648 386( 水泥产量) X2.92 X0.43( 电价) =814 113元; 同时水泥磨除尘器的系统阻力由~2 700Pa 下降到~1600Pa; 水泥台时产量提高约15%。 对水泥磨除尘器的系统风量及粉尘排放量进行了测量, 结果实测系统风量为169 000m3/h,比原设计值134 600m3/h提高了约26%; 风机出口的粉尘排放量为4.35mg/Nm3。 该批滤袋实际使用寿命超过3年, 所以Gore!薄膜滤袋的使用寿命与普通滤料相比, 可以提高三倍以上,水泥磨除尘器在使用Gore!薄膜滤袋后, 当年收回投资成本且略有余, 远远提前于原来三年收回成本的预计。 4 结论 1)除尘设备已不仅仅是辅助设备, 它和有关的水泥窑、水泥磨、煤磨一样, 是整个生产工艺的组成部分, 这就要求有更为可靠的过滤技术。 2)水泥工业中的大部分工序, 其除尘技术将是由静电除尘倾向到袋式除尘。 3)代表过滤技术进步的“表面过滤技术”, 与水泥工业现代化步伐并驾齐驱。 4)ePTFE薄膜滤袋已在所有主要水泥生产工序中, 用得很成功, 它有能效帮助工厂管理人员实行更好的成本管理。Gore!滤袋能长期在低△P范围内运行, 而且寿命更长, 加上允许过滤速度较高, 所以设备尺寸较小。这些都十分适合水泥工业的现况。 |
| 原作者: 刘晓峰, 张勇 |
(中国混凝土与水泥制品网 转载请注明出处)
编辑:
监督:0571-85871667
投稿:news@ccement.com



