TBM 掘进机预制混凝土管片厂简述
|
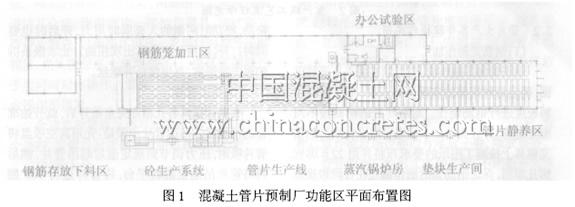
关键词:双护盾TBM;预制混凝土管片;管片预制厂 随着隧道掘进技术的发展, 隧洞掘进机(Tunnel Borning Machine ,简称TBM) 以其掘进速度快(为常规开挖的5~10 倍) 、一次成洞、能提供安全作业环境并能保证隧洞的整体安全等特点,逐步被许多隧洞工程采用。目前掘进机施工中多采用双护盾TBM ,双护盾TBM 尾盾与预制管片衬砌紧密相连,只有采用了管片衬砌技术才能发挥双护盾TBM 在不稳定围岩条件下的优势。由于预制混凝土管片体型较大、形式多样、使用时需求量较大等特点,一般的预制混凝土生产厂很难满足生产要求,必须在工地现场建设预制混凝土管片生产厂,因此预制混凝土管片厂的建设在双护盾TBM 隧洞施工中是不可或缺的项目。管片预制厂的结构设计合理与否直接影响管片的生产速度,现就管片预制厂的设计要点作一简述。 1 管片预制厂的设计 预制混凝土管片生产厂从功能上可分四块:钢筋加工区、管片生产区、管片静养区、生产附属配套设施。 1.1 各功能区尺寸的确定 功能区的尺寸合理与否直接影响其生产和运行,以某TBM 工地预制厂设计为例,对各功能区尺寸设计进行简述。该预制厂生产的预制管片宽1.6m ,水平投影长度4.83m ,管片内径3m ,厚度0.28m。 (1) 钢筋生产区 钢筋生产区又可划分为原料堆放区、半成品加工区、半成品堆放区、成品加工区、成品堆放区等。原料堆放区布设在半成品加工区内,应考虑至少有半天的存量,按每天制作120 片钢筋笼计算,每片钢筋笼约需200kg 钢筋, 每天需钢筋24t 。盘圆钢与螺纹钢比例约1∶1 ,考虑场内存量约为6t ,两种钢筋各3t ,根据图纸钢筋材料表,螺纹钢用10m 长的定尺钢筋最经济,螺纹钢存放区为宽1.5m、长10m ,盘圆钢筋存放区至少为2m ×4m ,在钢筋存放区四周可设置钢筋下料机械。 半成品加工区需布置2 台调直切断机、2 台弯箍机、2 台弯弧机、1 台钢筋切断机、1 个弯弧机喂料平台、2 个弯弧机接料平台。根据场地情况,该区域至少需长30m、宽20m ,并可将原料存放区、半成品区、穿插其中。 钢筋笼绑扎区,按每天至少要加工120 片钢筋笼,每天按两大班、每班每个绑扎台生产2 片考虑,需要30 个钢筋笼绑扎台,每个绑扎台宽1.65m、长4.9m ,绑扎台间距至少0.9m ,绑扎台前须保留2m 的通道,以方便备料,在通道的另一侧还需保留1.2m 左右,作为电焊机或其它设备存放区,该区域至少需长75.6m、宽8.1m ,设在生产线一侧。 (2) 管片生产区 按每天生产120 片管片计算,每个管片从开始生产到完成蒸养约须6~7h ,生产线24h 循环作业,共需管片模具40 个。根据管片生产工艺要求,生产线每一列12 个模位(3 环管片) ,共设4 列,共48 个模位,由于模具比较昂贵,过多的投入会造成不必要的浪费,所以部分模位用空车代替。其中3 列在蒸养室内运行,一列在蒸养室外和预蒸养室内运行,每个模具长6m、宽1.9m ,列间距0.3m ,与墙间距0.5m ,则蒸养室应为长72.46m、宽8.75m ,预蒸养室宽度3.35m。为了有效的保温,蒸养区建在厂房内,与厂房外墙间距0.9m ,蒸养区宽度为12.1m ,蒸养区前后还设有进出口坑,每面长度为8.6m ,共长17.2m ,管片生产区尺寸为89.66m ×13.7m。管片生产区与钢筋笼加工区并列布置,中间留一过车通道,通道宽度3.6m。 (3) 管片静养区 按设计要求,管片出窑后需在室内静养2d ,则静养区至少要有2d 最大产量的存放空间和运输机械的交通道路,按最大产量每天120 片计算,2d 需存放240 片,管片可堆放4 层,按3 排考虑,需排20 行。考虑有部分管片出模后需要修复和考虑一定的裕度,至少按30 行考虑,管片间操作空间至少需0.6m , 3 排管片排距分别为0.6m、1m(如果需要管片车出入,至少要设置一个3m 宽的通道) ,管片与墙间距为0.6m ,则根据管片的投影尺寸管片静养区的净长度至少应为30 ×(1.6 + 0.6) = 66m ,考虑预留3m 的装车位和3m 的管片翻转平台机位,静养区长度至少应为72m , 净宽度为4.89 ×3 + 0.6 ×3 + 1 =17.47m ,具体布置详见平面布置图(图1) 。 (4) 附属设施 附属设施布置时,尽量利用厂房已有墙体,或与厂房联合形成封门空间。其布置详见图1 。各部分的尺寸应根据配套设施的规格尺寸进行合理设置,这里就不进行详细介绍了。各功能区的尺寸应根据预制厂的生产规模、管片尺寸的大小,通过严格的计算来确定,并留有一定的裕度,不可照搬现成的设计,否则会给生产带来许多不必要的麻烦。 (5) 各功能区的高度确定 功能区的高度在满足空间和通风的要求后应尽量降低,以节约资金。各功能区的高度应根据起吊机具的高度、起吊物品的高度、起吊高度和一定的富裕度来确定,功能区的高度设计与工业厂房高度设计基本相同,这里就不细述。 1.2 功能区的平面布置 各功能区的平面布置一般要按生产流程一字安排,这样有利于流水线作业,各功能区之间没有交叉施工,避免了功能区间的相互干扰,本例中的预制厂功能区布置详见图1 。
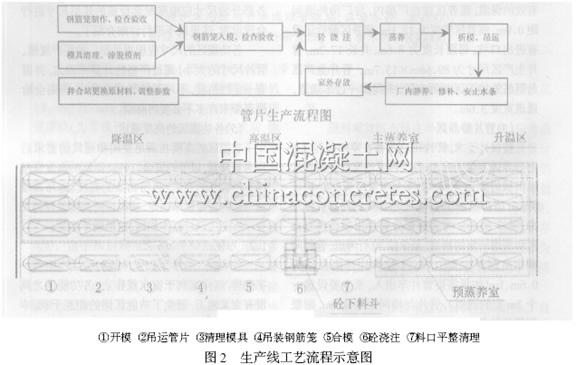
这样的布置在生产流程上较为合理,附属设施依附于主功能区,使其与主功能区方便衔接。在实际施工中,如果生产车间距市区或工业区较近时,许多功能区可以利用外部加工,如砼生产系统可用商品砼代替,钢筋加工可由专业加工厂代替,垫块可用塑料垫块代替等等,这样预制厂的功能区将会简化到最少。 2 预制管片生产工艺 预制管片的生产是一个高度自动化的流水线作业,每一道工序环环相扣、紧密相连,要求参与生产的每一名员工的岗位要固定,要有熟练的操作水平和高度的责任感。参与管片生产的各部门各岗位人员要严格按照管片生产工艺规程进行操作。 2.1 管片生产步骤: 管片生产主要有11 个生产步骤: (1) 钢筋笼制作加工、(2) 开模、(3) 吊运管片、(4) 清理模具、喷涂脱模剂、(5) 吊装钢筋笼入模、(6) 合模、(7)混凝土入模振捣、(8) 模口面清理压平、(9) 蒸养室蒸养、(10) 室内静养、缺陷处理及止水条安装、(11) 室外存放。其中生产线施工( (1) ~ (9) ) 是整个生产工艺关键控制点。生产工艺流程详见图2 。
2.2 管片生产各步骤操作要领 (1) 钢筋笼制作加工 钢筋笼加工制作前,要组织有关人员进行审图,确定每种钢筋的实际下料长度,根据实际下料长度进行钢筋制作。对制作好的钢筋按不同型号挂牌、并分类堆放。钢筋安装在自制的钢筋笼模具上按施工图纸的要求布料并用22 # 绑丝绑扎牢固,保证钢筋笼的制作偏差在合同和规范允许的偏差范围内,钢筋弯曲机( GW6 - 40) ,切断机( GQ40) 、调直机( GTJX4) 等操作人员要严格执行合同文件和规范要求,要逐一对钢筋笼的材料及成品进行认真检查,严禁不合格品入模。 (2) 开模 模具顶盖和两侧螺丝松动要从上向下逐个松动,松动时两侧的人要同时用力,开启时也要同时打开,以避免使模具出现扭曲。止水嵌条拆卸要先顶油缸,再慢慢松开螺丝。 (3) 吊运管片 在确认模具各孔槽亦完全松开后,就开始准备起吊管片。吊运管片步骤是:先用真空吸盘将管片吸附,压力调节到规定值后起吊管片,然后再将管片吊运至翻转平台,将管片进行180°翻转。真空吸盘吸附管片前,管片面要清理干净,避免真空吸盘贴住管片后再调整位置,在确定真空吸盘各压力指标达到可以起吊管片的规定值时,可将管片慢慢吊起,运到翻转平台,放置平稳后真空吸盘即可松开。若管片背面气泡较大或有质量缺陷使真空吸盘无法吸附管片时,要用规定的修补材料及时将缺陷处修补再重新吊运管片。若真空吸盘压力值达不到规定起吊压力或其他性能指标出现异常,要及时找出原因加以解决。 (4) 模具清理 模具打开后下一道工序要清理模具,喷涂脱模剂。脱模剂用喷枪喷涂均匀,脱膜剂涂完要将边角处富余的脱膜剂清除,模具未清理或未涂脱模剂严禁钢筋笼入模。模具清理工作直接影响模具的使用寿命。模具内部涂脱膜剂要选用油性脱膜剂,以免使模具生锈。安装孔、定位锁等预埋孔必须涂油,止水嵌条要打蜡保护。 (5) 钢筋笼吊装 钢筋笼起吊时吊钩要准确地放在规定起吊点上,注意避免钢筋笼来回遥摆、碰撞。在吊钢筋笼之前就要按照规定位置安装混凝土垫块,垫块用22 # 绑丝与主筋邦扎牢固。钢筋笼放置好后及时调整钢筋笼及混凝土保护层垫块,立即安装管片安装孔、定位销套管、道钉等预埋件。 在安装过程中质检人员要对模具的清理、钢筋笼放置位置、保护层厚度、预埋件安装情况等进行逐一检查,合格后才能进行下道工序。 (6) 合模 保护层垫块、预埋件等合格后可将模具合拢。模具的两侧片合拢时,两侧的油缸要慢慢推进将其合拢,待两侧片一接触住模具,油缸要立即停止推进,以免损坏模具。紧螺丝时与开模时相反,先从顶面逐个向两侧进行,模具两侧操作手要同时对称操作。螺栓、定位锁里的螺栓等应由操作手挤紧。 合顶盖后紧螺丝亦与开模相反,从下向上逐个进行,紧螺丝时两侧必须使用相同的力度。 (7) 砼入仓 砼入仓前下料斗里要储存2m3 的熟料,且储存时间不能超过30min 。下料斗的开度要与仓内混凝土流动速度一致。在确认砼料进入模具后方可开始振捣,严禁空振。在砼料未注满模具之前,振捣器只能开两个(除非砼料过干,塌落度过小) 。混凝土表面达到下列情况,才能停止振捣:砼表面平整,有浮浆析出; 砼表面停止下沉;气泡基本停止排出。在混凝土浇注过程中还要密切注意钢筋笼是否变形、预埋件是否偏移、脱落、变形等。若仓面出现异常(如料过干,入仓困难等) ,试验人员按规定程序进行调整。严格控制振捣时间,不得随意延长或缩短振捣时间。 (8) 料口平整清理 在进预养室养护之前,要对模具口仓面砼进行平整清理,将多余的料清除。应注意仓口外面模具的清理,清理模具的水不可流入砼仓面上。在出预养室进入主蒸养室之前,要再次对顶面砼平整、压面,以减轻吊管片的工作量。 (9) 蒸汽养护 按照预定程序进入蒸养室进行养护,即:先进行预养, 预养温度35 ℃~ 40 ℃, 预养时间90min ;再进行主养,主养温度60 ℃~65 ℃,主养时间3h ;降温区养护1h ,养护温度35 ℃~40 ℃,出养护室后到开模位置开模。这是管片生产最关键的一环节,应严格控制蒸养的温度,到达预定时间及时出养护室。 (10) 室内静养及室外存放 管片在翻转平台翻转完毕后,搬运至室内堆放场,用方木支垫。起吊时严格按照起重吊装设备的操作规程进行操作,控制管片吊运高度和速度,翻转吊运至规定的管片堆放场堆放,四片堆放一叠,安装止水条。在厂内堆放2d 后管片出厂,此期间不再进行洒水养护,冬季室内温度较低时,设塑料篷布遮盖。 (11) 室外存放 管片在外运时也要注意避免管片的磕碰,管片在室外堆放场也要四片堆放一叠,堆放整齐。管片预制厂的形式多种多样,不论是采用养护窑形式,还是采用移动蒸汽罩形式,其功能区的大小与其日产量密切相关,只有根据产量,合理确定功能区的尺寸,布置相应的起重和运输设备,才能满足管片厂的生产要求,避免资源重复投入。 |
| 原作者: 王洪葵 李 伟 |
(中国混凝土与水泥制品网 转载请注明出处)
编辑:
监督:0571-85871667
投稿:news@ccement.com



