利用实验立磨科学选择堆焊立磨磨辊磨盘的焊丝
1 前言
国外发达国家在90年代中后推广了硬面堆焊修复技术,既节省了资金,又提高了工件本身的使用寿命。公司立足技术发展前沿,在1999年将该技术率先引入国内,并首先在矿渣磨上成功推广,随后对水泥生料磨的磨辊磨盘进行堆焊修复,寿命超过了新品铸件,经受住了实践的检验。
但大型立磨是水泥制粉系统的咽喉。由于工作介质是钢渣、砂岩、石灰石和页岩等,硬度十分高,在破碎和研磨过程中,磨盘、磨辊等工件受到磨损和冲击。如果堆焊操作不当,或是焊丝选择不合适,将严重影响正常生产。因此北京阳光威尔焊接技术有限公司利用进口的实验立磨(图1),采集不同水泥公司的原料;购买国内外几种流行的焊丝,制作了多只堆焊磨辊和磨盘;进行了多组磨料实验,以镍硬4铸件为基础,最终选择了修复立磨磨辊磨盘的药芯焊丝。
2 磨机的磨损机理
磨机的磨损主要是物料对磨辊及磨盘的摩擦损耗而产生的三体磨料磨损。因此,磨辊磨盘的磨损方式主要是物料中的硬质颗粒对其表面造成的梨沟塑变,使金属表面产生显微切削和碳化物的破碎、剥落。典型的立磨磨辊磨盘磨损后的情况如图2。
3 实验磨机的工作情况
3.1 设备
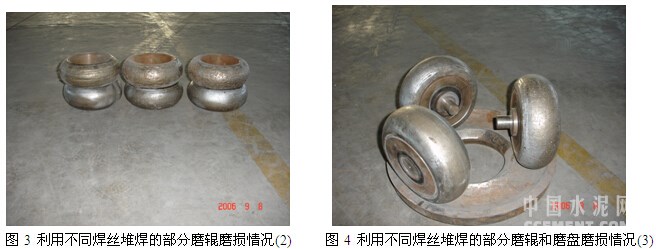
由德国进口的实验立磨如图1所示.利用不同药芯焊丝堆焊制作的部分磨辊磨盘如图2-图6。


磨辊外经为,磨盘为,基体材料为NI Hard IV 冷硬铸铁。其典型的化学成分如表1。
表1铸件基体典型的化学成分%

3.2 实验磨机的工作描述
用户提供有代表性物料1~2吨,并将不同种物料分别破碎到试验粒度待用。按实际工矿的配比要求,把不同种物料分别称重,充分混匀。将混匀的物料放入料仓中。将碾磨比压调整到与工业磨机相同后,开启试验系统。启动密封机、主风机、辅助风机、热风炉烘磨直到磨后温度达到100。调整主风机挡板,使风量达到试验要求。启动给料系统,手动调整磨内压差达到试验规定后切换到自动调整系统,同时启动计时,并定时取样称重筛分。做好试验记录。调整分离器转数,直到满足产品细度要求,并将试验物料全部磨完。按操作规定关机,拆磨清洗辊套、盘衬,烘干后称重。
整理试验数据,编写试验报告。报告的主要内容是提供工业磨机的规格型号、单位功耗和不同耐磨材质的使用寿命。
4 堆焊焊丝的选择
利用合作单位国外进口的实验立磨(见图1)的试验数据,最终从5种进口的和2种国产的焊丝中选中了韩国生产的直径2.8mm的OA CN-O焊丝(其焊接金属化学成分见表2)。

图2 -图6中是公司制作的部分直径为—的磨辊,磨盘,基体均为NI Hard IV 冷硬铸铁,上堆焊不同的焊丝。对5种进口的和3种国产的堆焊水泥立磨磨辊磨盘的焊丝进行了实物制作和磨料实验。综合耐磨性及韧性等指标,最终确认使用某公司生产的直径2.8mm的OA CN-O 和OA HC-O药芯焊丝.其实验细节和数据见表3。
表3 磨料磨损实验数据
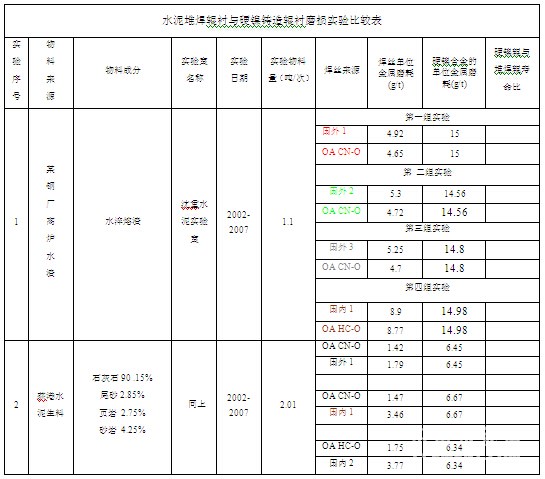
由表3可见,采用OA HC-O焊丝堆焊磨辊,磨高炉渣实验数据中是硬镍4的1.7倍寿命;OA CN-O焊丝寿命更高,为3.2倍。
大生产实践数据表明,实际提高寿命的数据并没有实验立磨上得出的结果完全一致:采用OA HC-O焊丝堆焊磨辊,磨高炉渣实验数据中是硬镍铸件的1.2倍寿命左右,OA CN-O焊丝寿命为硬镍铸件1.7倍左右。这可能是因为生产立磨通常承受冲击以及受各种不同的因素影响,而实验立磨原料粒度均匀,没有冲击,工作环境不象实际立磨那么恶劣所致。
由表可见,焊丝OA CN-O 表现最佳, 国内2表现最差。堆焊中发现国内2焊丝焊接中飞溅很大,而且使用中出现剥落。 水泥立磨是大型水泥企业的重中之重,而磨辊磨盘又是立磨的心脏。因此在选择堆焊修复的焊丝时应慎之又慎,不能信口决定或拈手即来,应有科学实验的基础和实践的经验,否则会出现大面积剥落或是耐磨性差等问题,造成长时间停产或损坏设备的重大事故。
将实验选择的药芯焊丝用于堆焊水泥立磨和水渣立磨磨辊磨盘,自2001年以来已经取得了突破性的效果。上海某建材厂已经使用相同焊丝在线堆焊修复磨辊磨盘7年,为立磨顺行提供了有效的保障。到目前为止唐龙公司、建龙公司和华新水泥、哈尔滨水泥、太原德龙公司、塔牌水泥、海螺水泥等超过80家水泥和水渣立磨厂家一直在使用相同药芯焊丝,还有鞍钢实业堆焊公司、义乌星耀威尔有限公司、珠海威尔堆焊有限公司、沈重、上海石洞口堆焊有限公司、首钢长白机械厂等多家专业堆焊公司多年来使用OA CN-O用于水泥和水渣立磨磨辊和磨盘的堆焊修复,一直未更换过品牌。但是对不同的立磨和不同的原材料和工况条件,公司利用实验立磨试验对焊丝成分微调,确保最大限度地满足不同用户的实际需要。
采用科学的方法,选择合适的焊丝,并对不同的原料条件,对焊丝成分微调,是公司过去成功的技术基础和保证。
5 结论
每一个厂家都希望停工检修周期越长越好,但是由于目前的备件寿命都较短,所以更换频繁,浪费许多时间,造成停产和利润损失。公司采用药芯焊丝明弧焊接工艺修复立磨部件,技术上处于领先水平。实验优选的硬面修复用OA CN-O的性能要优于其它同类产品。它能产生硬质合金NbC提供极高的硬度,又具有足够的韧性。这种沉淀物在堆焊层内紧密的均匀分布,使被研磨材料穿透母体非常困难,因而具有较高的抗磨性。使用OACN-O的部件寿命是新的镍冷硬铸件的1.7倍以上,同时修复成本只是更换新部件的1/2左右。
应有科学实验的基础和实践的经验,选择合适的焊丝,并对不同的原料条件,对焊丝成分微调, 是公司过去成功的技术基础和保证.
利用实验立磨选择确定实际立磨堆焊药芯焊丝是行之有效的科学方法。对不同的立磨和原料条件,焊丝成分也应相应调整。
编辑:陈宗勤
监督:0571-85871667
投稿:news@ccement.com


