立磨磨辊磨盘硬面堆焊在建材行业的发展和应用回顾
1 引言
立磨是水泥制粉系统的重要设备,但是由于工作物料(如钢渣、石灰石等)硬度十分高,有的还具有腐蚀性,在破碎和研磨过程中磨盘、磨辊等工件受到 磨损和冲击。同时由于工件本身的耐磨性不强,因此工件的寿命较短,严重影响正常生产。传统上国内水泥生产厂都是采取更换备件的方式来保证生产,但势必造成资金和时间的浪费。
上世纪90年代中期,欧洲开发推广了立磨磨辊磨盘的离在线堆焊修复技术,解决了当时立磨生产中存在的磨辊磨盘磨损严重和寿命短的弊病,既降低了生产成本,又减少了不必要的停磨时间。
从1998年开始,作者就一直寻求合理高效的维护方式。自2001年参与对中国第一台矿渣磨在线堆焊修复以来,在国内开展了水泥或矿渣立磨磨辊和磨盘的明弧堆焊修复技术,选择了合适的特殊药芯焊丝,到2008年八月,作者已经直接和间接对至少100台生料磨和矿渣磨进行了多次离线或在线堆焊修复,并参与了至少160只宇部、川崎、沈重、非凡、莱歇和天津院等立磨的新辊备件的制造,用于替代进口。实践表明,相对铸造件,明弧堆焊修复可使水泥或矿渣立磨磨辊和磨盘的寿命提高一倍;采用复合制造的方法生产新品,成本是原装进口的1/2左右,寿命却与之相当。本篇回顾了作者在过去涉及的多种类型的立磨堆焊情况和使用效果。
2 磨机的磨损机理
磨机的磨损主要是物料对磨辊及磨盘的摩擦损耗而产生的三体磨料磨损。利用电镜和金相组织分析可知,随着物料中杂质(如石英和黄铁矿)含量的增加,对磨辊表面形成的磨沟增多且明显变宽,因此,物料中杂质的硬度对磨辊磨损有重要的影响,不同的物料对金属的磨损程度不同,工件的寿命也就不同。因此,磨辊的磨损方式主要是物料中的硬质颗粒对其表面造成碾动磨削,使金属表面产生显微切削和碳化物的破碎、剥落。例如矿渣立磨,不用硬面堆焊通常总体磨损率为10-12g/ ton。但磨损率在较大程度上由游离铁的含量决定。研究表明,游离铁的含量每增加0.1%,磨损的比率就会增加10%。由于磨损率较高,其使用寿命较低。
3 堆焊工件和铸造工件的性能比较
3.1 铸造工件与堆焊工件的差异
以一个滚动的磨盘和一至四个磨辊为代表,靠磨盘和磨辊的内磨来驱动。此类磨主要粉碎石灰石、泥灰石(水泥原料),煤块(用于加热烘干),所受冲击低,三体磨损。
多年来,对磨损部件只能采取替换新磨辊和磨盘铸件的方法,然而,铸件靠一种硬质材料来增强抗磨性,而铸造工艺则限制了此类合金的含量。所以,耐磨铸件从未达到最大效用,表现为由于局部过度破坏,造成工件使用寿命低。公司采用明弧堆焊的方法,对磨损报废的工件进行堆焊修复,也大量复合制造新品,利用药芯焊丝中各种可改善性能的各种金属可以容易的加入,使工件堆焊后的性能大大优于铸件性能。
目前,立磨所使用的磨辊、磨盘有两种,即铸造部件和堆焊部件两类。这两种部件耐磨层的化学成分都属于高碳高铬合金铸铁系列,铸造件中含有一定量的Ni元素,引起它们耐磨性差异的原因在于两者的显微组织分布状态和性能的不同。一方面由于组织中显微硬度不同引起两种部件的宏观硬度不同(铸造件硬度为HRC52--58,堆焊件硬度HRC58--62).另一方面,由于碳化物在基体中分布形态的差异,造成铸造件远低于堆焊件的运行寿命。因此,堆焊后部件在工艺、内在质量、可修复性、经济性等方面优于铸造件。图1为作者在过去近10年来对典型的立磨磨盘磨损曲线的总结。

图1 未堆焊的磨盘磨损数据表
图示蓝、绿、红线分别表示三种规格的未堆焊的磨盘在半径方向磨损深度,可以看出磨损程度很大。
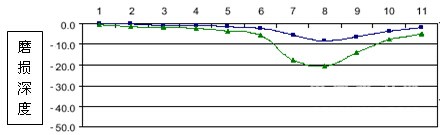
图2 堆焊后的磨盘磨损数据图表
蓝、绿色线表示与图1相同的两种规格的磨盘堆焊后在相同使用条件下的磨损深度,图示可见磨损程度显着减少。磨辊的情况与磨盘情况相似。综合计算结果,可以认为堆焊磨辊磨盘的寿命是铸造件的2倍左右。
3.2 铸造工件的缺陷

铸造耐磨件较之堆焊件在同样的硬度水平下,因韧性差而更易断裂,如图3所示,浙江某水泥厂铸造磨辊磨盘在使用未达到寿命时就发生了断裂。而由图4可清晰地发现,铸造磨辊坑坑洼洼的破坏外观,更能证明其韧性差,较易不均匀剥落。
3.3不同铸造工件的质量差异
而铸造工件也因制造厂家不同,其耐磨损耐剥落性能也存在较大差异,如图5和图6 所示。同一水泥厂的两台立磨,生产时间相同,但其磨辊的外观差别明显。

4 立磨辊套和衬板断裂的情况
4.1 因内在缺陷发生断裂
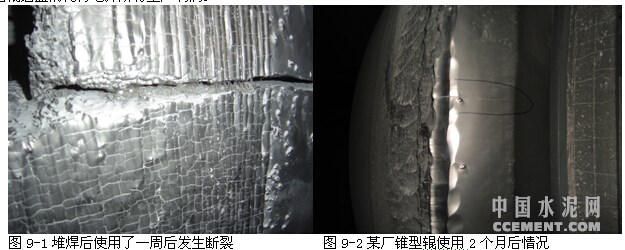
有些铸造磨辊因其内部存在缺陷,在堆焊过程或焊后使用过程中也会发生断裂,如图和图。调查发现,某国外公司为中国客户的立磨采购的磨辊是新签约的生产商制造的。该制造商共给中国客户提供了三只辊子,2003年均出现了断裂。此事发生在山西和江苏的两个钢厂的水渣磨上。
同一家立磨公司提供的磨辊,在2008年的国内山东省某水渣磨上使用,在工艺合理的情况下在线堆焊后有两只辊也发生了断裂,一只辊堆焊前就发生了断裂。图9-1为其中一只辊断裂后的情况。某厂锥型辊使用2个月后情况。
实际上,业内普遍认为,水渣立磨磨辊磨盘必须是可焊的,否则每一两个月就停产换辊,将使生产难于安排,最重要的是磨辊磨盘消耗将吃掉所有生产利润。
所以辊子的质量取决于材料的设计,也决定于生产工艺和热处理工艺,每一步都须非常仔细。
4.2 因堆焊过厚产生断裂
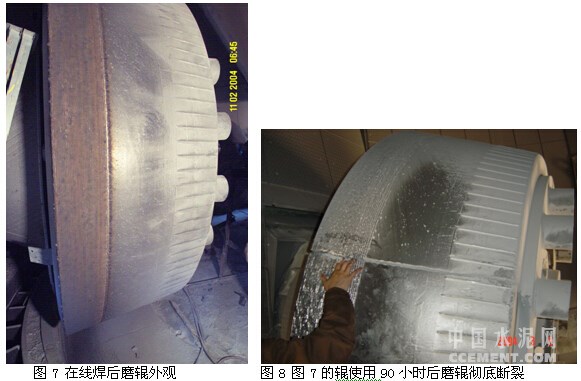
在磨损特别严重的情况下,比如已经磨掉了基体1/2-2/3厚度,在堆焊过程或之后,经常出现本体断裂,如图10和图11。因此通常来讲,应尽量在磨辊未受到严重磨损时安排堆焊修复,既保证产量高,也会避免出现本体断裂,造成较大的损失。

4.3 因堆焊工艺不合适而断裂
实际上,如果堆焊工艺选择不合适,也会发生辊子断裂的情况。堆焊工艺主要涉及堆焊过程辊面的温度和是否使用过渡层等。这方面的失败事例很多,如北京某公司为杭州某水泥公司在2006年堆焊辊子的过程中发生断裂;该同一公司在大同电厂在线堆焊施工时,将两只MPS中速磨辊焊裂;同一公司在2005-2006年在堆焊石嘴山电厂磨辊时,焊裂2只;另一公司为大连庄河电厂中速磨堆焊时,未焊完即发现有一辊断裂。
4.4 因堆焊焊丝选择不当
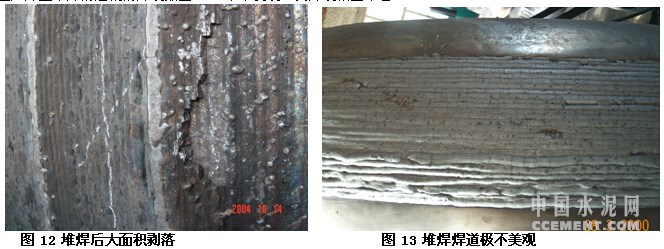
如使用焊丝焊后金属收缩系数与欲焊工件相差较大;或是焊丝配方设计不合理;还有如焊丝杂质成分高等都有可能造成辊子堆焊断裂或者剥落。此外不是焊丝的成分相似就意味着性能相同,也就是说只靠简单地模仿焊丝成分,是不能达到其最佳的使用和焊接性能的。因此在选择堆焊材料时,应立足于大厂和品牌以及有名气的厂家,价格不能作为唯一或第一的选择。图12为堆焊厂采用国内某品牌焊丝堆焊后未使用前即发生了大面积剥落。西北某堆焊厂使用北京某焊丝厂焊丝堆焊的磨辊的外观如图13,不难发现,其外观相当难看。
[Page]
鞍钢实业冶金机械有限公司与北京阳光威尔公司合作,在2005年对哈尔滨某企业Atox50立磨施行了在线堆焊,共计消耗了 吨立磨专用焊丝,磨辊寿命达到了进口原装铸件的1.5倍;2006年该二公司对该立磨拆下来的备件进行了离线堆焊,寿命也达到了进口新品的寿命,只是由12块组合成的辊皮块与块之间,个别缝隙出现了轻微剥落。2008年该水泥厂让沈阳某堆焊厂于较低的价格中标,为其离线堆焊修复磨损的辊皮和衬板。由于堆焊厂使用了一般是用于煤磨的药芯焊丝,其抗冲击性很差,使用一段时间后,磨损和剥落严重,影响了立磨的生产。2008年11月该水泥企业设备经理明确表示,他认可价格较高的鞍钢实业冶金机械有限公司堆焊质量。(鞍山图片)
因此认为,堆焊药芯焊丝的品种和质量以及堆焊技术,对于水泥企业的心脏设备-立磨,至关重要。
5 利用铸钢芯堆焊复合制造新品
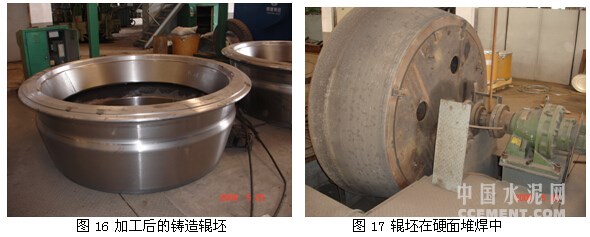
在过去的生产实践中,成功地利用铸钢内坯配打底层加耐磨层复合制造了大量的立磨磨辊磨盘,替代了进口,使用寿命与国外的相当,但成本却是进口的一半左右。铸钢内坯和焊后外观如图14和图15。

复合辊具有其芯坯高韧性和堆焊层的高耐磨性的二重优点,自2003年在中国上海由宝钢和北京阳光威尔焊接技术公司同上海亚司堆焊厂合作制造第一批磨辊和磨盘以来,就得到了广泛的应用,并因其成本低而在某种程度上推动了水渣磨的飞速发展。
但应引起注意的是,复合辊的铸件的成分设计和内在质量以及加工精度和堆焊质量是非常重要的。如选择不当,发生剥落或断裂是非常可能的。
如北京某厂为杭州的一家水泥厂生产的立磨磨辊,使用20天就发生了大规模的剥落(如图18和19)。严重影响了生产。

江苏某厂为某水渣磨配套的锥型辊使用一个月后,剥落严重,影响了超细粉的生产(图20a和20b)。

北方某机械厂为某北方大型水泥集团下属公司制造的3只复合磨辊在上线后先后断裂。分析原因有二:一是图便宜从没有精炼设施的小铸造厂采购的铸件,化学成分超标;二是堆焊后没有进行接触面的精加工,造成安装困难和安装非面接触,在立磨生产过程中辊子局部受力严重超负荷。最为严重的是,因为立磨震停控制失效,在辊子断裂后立磨始终运行,最终造成进口的减速机烧毁。据可靠消息,目前该二公司标底为3000多万的诉讼官司还在进行中。
6 堆焊磨辊性能的差异
并不是所有厂家的堆焊工件性能都完美无缺。有些堆焊厂采用焊接工艺不合理,选用药芯焊丝较随意,修复的磨辊和磨盘使用效果也不好。其表现为焊层韧性差易剥落;磨损不均匀;使用一定时间后,除掉块外,其余部分因受冲击和磨损以及刨切,耐磨层疲劳过度并呈酥松状,如图21和图22。

采用合适的工艺和优良的焊丝修复的工件,使用寿命是铸造件的1.5倍以上,而且磨损后下线的表面也要美观得多,如图23。

7 使用生料不同对立磨的磨损差异
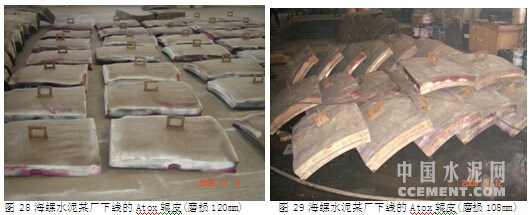
不同水泥厂家,因其所磨生料耐磨性不同,在同样的生产周期后,其磨损程度也大为不同.如图24和图25所示,其表面磨损较少(15-80mm,平均29mm),其堆焊修复需要焊丝相应也少。

而图26至图29的磨辊辊皮磨损就严重的多,修复成本也将大大提高。因此,在对客户承诺使用寿命时应提相对寿命,而不是绝对寿命,应在实验立磨上使用相同原材料进行对比实验获得参考数据。

8 堆焊修复
8.1磨辊堆焊
非凡和史密斯以及沈重立磨磨辊均由若干块组合为一只辊,其它类型则为整体辊;而绝大多数磨盘均为组合式。
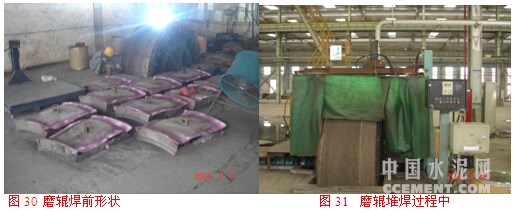
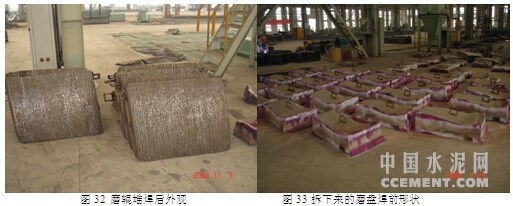
以ATOX50立磨磨辊为例,一只Atox50磨辊由12块组成,3只为一套。拆下来焊前的辊皮如图30所示。因为不是整体铸件,所以还需专门的胎具将12块单件拼组成辊状,以便用特制的旋转装置驱动,实现连续堆焊,如图31所示。焊后磨辊辊皮外观如图32所示。
[Page]
8.2 磨盘的堆焊
一套磨盘由磨盘共由24块组成,堆焊前的ATOX50磨盘外观如图33。因是24块单件,所也需要特制工装拼装成磨盘形状(如图34),然后利用多台焊机对旋转的衬板组件进行连续堆焊。
磨盘堆焊后外观如图35所示。

8.3在线修复立磨磨辊磨盘
自2001年以来,北京阳光威尔公司就一直在中国开展在线堆焊修复水渣磨和水泥生料立磨以及各种煤磨,包括ATOX、朴莱修斯、莱歇、川崎、宇部、沈重、合肥院以及天津院等立磨。图36为在线堆焊广东某公司的5000吨非凡立磨。图37为技术人员在测量磨辊磨损情况。图38为北京阳光威尔焊接公司参与的中国第一台在线堆焊的水渣立磨(莱歇磨);图39为在线堆焊宇部水渣立磨。图40为长治瑞昌90万吨水渣立磨在线焊后外观。



图40 90万吨水渣立磨在线堆焊后

图41 30万吨沈重水渣立磨堆焊后
图42为在线堆焊宝田新型建材公司的川崎水渣立磨磨辊;图43为在线堆焊首钢嘉华的朴莱修斯水渣立磨磨盘。

在线堆焊可以不必将磨辊磨盘拆下,省工省力;而且对组合式磨辊磨盘来讲,可以将块与块间的缝隙全部完好充填,避免或杜绝使用中剥落,大大提高使用寿命。但在线堆焊要求设备小巧灵活、故障少、焊接人员素质较高。但是在线堆焊对施工人员的素质要求较高:焊接施工人员具有很高的责任心,时刻盯住所焊工件,并不断监控和调整焊接工艺参数;在线离线堆焊经验丰富;在线堆焊时,每次都要确保良好接地,避免电流通过轴承、减速机和低压电器,造成其永久的损坏。
8.4 使用不同焊材效果不同
所用的堆焊材料也是影响磨辊磨盘使用寿命的硬指标。图44和图45为使用不同焊丝同一磨辊的磨损情况。

江苏某钢厂水渣磨以前由其它公司在线堆焊,磨辊的磨损率为7克/吨;而在使用作者选定的药芯焊丝后,其磨辊的磨损率降为5克/吨以内,并且未发生剥落。
因此,利用优质的焊材可以很大程度上可减缓磨辊磨盘的磨损和剥落。
9 利用实验立磨科学选择焊丝
9.1 实验方法
利用由德国进口的实验立磨如图46所示,模拟工业立磨研究选择最佳的堆焊药芯焊丝。选择几种市场上的药芯焊丝堆焊制作的部分磨辊磨盘如图47。制作镍4冷硬铸铁的辊盘若干,作为实验比对基础。实验磨由一只盘和3只辊组成。3只辊中有分别用两种焊丝堆焊的辊和一只冷硬铸铁辊。

表1为镍4冷硬铸铁铸件典型的化学成分。
表1镍4冷硬铸铁铸件典型的化学成分%

9.2 实验磨机的工作描述
用户提供有代表性物料1~2吨,并将不同种物料分别破碎到试验粒度待用。按实际工矿的配比要求,把不同种物料分别称重,充分混匀。将混匀的物料放入料仓中。将碾磨比压调整到与工业磨机相同后,开启试验系统。启动密封机、主风机、辅助风机、热风炉烘磨直到磨后温度达到100。调整主风机挡板,使风量达到试验要求。启动给料系统,手动调整磨内压差达到试验规定后切换到自动调整系统,同时启动计时,并定时取样称重筛分。做好试验记录。调整分离器转数,直到满足产品细度要求,并将试验物料全部磨完。按操作规定关机,拆磨清洗辊套、盘衬,烘干后称重。
整理试验数据,编写试验报告。报告主要内容是提供工业磨机的规格型号、单位功耗和不同耐磨材质的使用寿命。
9.3 实验结果
分析实验数据表明,采用OA HC-O焊丝堆焊磨辊,磨高炉渣实验数据中是镍4冷硬铸铁辊的1.7倍寿命;OA CN-O焊丝寿命更高,为3.2倍。其它焊丝制作的辊不如上述两种焊丝[1],所以选择OA CN-O作为堆焊水泥和水渣立磨的焊丝;选择OA HC-O作为堆焊煤磨的焊丝。
10 使用效果
将OA CN-O用于立磨的堆焊修复,同其它材料相比,OA CN-O的性能要优于其它同类产品。它能产生硬质合金NbC。这种沉淀物被紧密的均匀的分布,使研磨材料穿透母体非常困难,因而具有较高的抗磨性。使用CN-O的部件寿命是新的NI-Hard铸件的1.3倍以上,同时修复成本只是更换新部件的1/2左右。某建材公司自2001年开始就使用OA CN-O焊丝,多年的堆焊和矿渣磨生产的数据如表2。
表2 CK水渣磨堆焊及生产情况
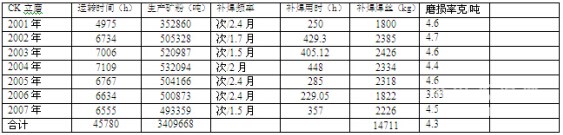
如表2所示,该水渣磨约为每两月堆焊一次,波动为每1.5-2.4月一次。之所以波动是因为有些堆焊是因设备检修或故障原因而被迫进行的,因此并不是完全按计划进行堆焊的。由表2可见其磨损率为3.63-4.7克/吨矿渣(平均4.3克/吨)。远远优于江苏某厂的7克/吨矿渣和唐山某厂的7.9克/吨矿渣。
某水渣磨厂堆焊前更换一套辊套需近180万元人民币,而采用OACN-O在线明弧堆焊修复成本一次不到30万元,修复一次就节约150多万元。并且在立磨的磨盘上能进行10多次硬面堆焊,磨辊上堆焊处理也能达8-12次。如果多次修复,企业所获的效益将十分显着。
因此,综上所述,采用优质焊丝堆焊修复水渣磨或水泥立磨,不但能够降低费用,也缩短停磨时间。发展至今,绝大多数的立磨都在使用该技术修复磨辊磨盘,对保障正常生产起到了关键的作用。
11 结论
经过八年的堆焊修复立磨和新制磨辊磨盘的实践,积累了大量的经验教训,归纳如下:
11.1 采用堆焊的方法,可以大大提高立磨磨辊磨盘的使用寿命;减少停磨检修的时间;
11.2 开发了合适的在线焊接工艺和药芯焊丝,为水渣立磨的高效低成本生产提供了至关重要的保证;
11.3 一般立磨磨辊允许的在线堆焊次数为8-12次,但如果初次或前次堆焊效果不好,再次堆焊时易于剥落;
11.4 磨盘可连续堆焊高达20次;经堆焊的磨盘寿命一般为铸件的两倍左右;
11.5 采用合适的药芯焊丝和焊接工艺,是保证堆焊质量的关键;
11.6 堆焊过程中应确保工件表面温度低于120℃,以避免铸件断裂或堆焊层剥落;
11.7 无论离线还是在线堆焊,如磨辊磨损严重且不均匀,应采取合适的方法刨掉疏松的部分然后施焊;
11.8 复合制造新辊应注意三点:一是铸钢内芯的成分应严格控制并尽量降低S和P的含量;二是打底层应确保既能与铸钢芯结合好,也能与硬面堆焊层牢固连接;三是应选择合适的堆焊焊丝和焊接工艺;
11.9 磨辊磨盘不宜磨损超过50%厚度时再行堆焊;理论上家讲,永远保证磨辊磨盘最接近图纸尺寸,可以达到最大限度地节能降耗,提高产量和效率的目的;
11.10 利用实验立磨科学选择最佳的堆焊用药芯焊丝,对防止堆焊层剥落和提高其耐磨性能尤为重要。
编辑:陈宗勤
监督:0571-85871667
投稿:news@ccement.com


